
When your plant relies on pneumatic conveying to move your product from one point to another, as with everything mechanical, at some point there will be an issue that requires troubleshooting. Luckily, with dilute phase pneumatic conveying systems, at their core there are only four components to check. Spoiler alert… Most of the time, it’s the same item.
At the core of any dilute phase conveying system, there are four components:
Starting at the Blower Package
Blower packages are the power of a pneumatic conveying system. They provide a certain volume of air at a certain pressure or vacuum to make it all happen. It’s pretty safe to say, if they run okay for the first month, they should continue running for a couple of decades with proper maintenance. When there is an issue with your conveying system, there is a slim chance the blower package is the problem. Plugged intake filters that choke off the volume of air and slipping or broken belts limit the amount of power that gets from the motor to the actual blower. Blower package “issues” are very rare and usually the problem only 1% or 2% of the time.
Moving Down to the Convey Lines
The convey lines are the next component. Product wear and line buildup are the two most common problems along the convey lines. Elbows are good candidates for developing holes, causing leakage, especially if the material conveyed is abrasive. Holes in pressure conveying systems are easy to find, the dust cloud will lead you to it. Holes in vacuum lines happen and usually still cause dusting, but just not as much. Lines also can clog due to product buildup, and as the cross-sectional area of a pipe is decreased, something has to give and this give is in the form of decreased rate or increased pressure. If you think you have a convey line issue, it will usually be at the elbows, not the straight sections, and is always (Murphy’s Rule; not mine) at the elbow that is hardest to get to and inspect. But, as a good rule of thumb, convey line problems are typically only the case 5% of the time.
Next Comes the Filter Receivers and Bin Vents
The main job of filter receivers and bin vents is to separate the conveyed product from the air. Dirty filter bags and cartridges or failed solenoids and diaphragms are the most common problems with filters. The DP (differential pressure) gauge or display that shows the pressure drop across the filter bags is the check here. Anything under 6” of water is fine, anything above that can indicate a problem with the filter. But just like the convey lines, filter problems are on the very low end of the probability spectrum.
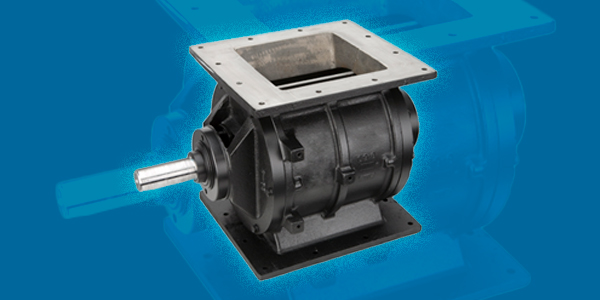
Finally, We Come to Rotary Airlocks
A rotary airlock is a valve that separates a pressure differential sealing off airflow from a hopper, silo, bin and the conveying line while at the same time, allowing material to pass through it. In the pneumatic conveying world, airlocks are usually found at the beginning of a pressure system or at the end of a vacuum system. Rotary valves make horrible airlocks since they leak due to the mechanical tolerances in the valve and make horrible feeders as they are just not very accurate, but they are the only device that does both at the same time.
When troubleshooting a pneumatic conveying system, the issue will be with the rotary airlock about 90% of the time. Why? Precision and complexity. Rotary valves from Magnum Systems have a tolerance factor of 0.004-0.006 inches when they leave the factory. When tolerance between the housing and rotor reaches 0.015 inches, the rotary airlock is deemed worn out. The problem with airlock wear is that it’s internal to the valve, and thus, you can’t see if from anywhere on the outside of the valve. Rotary valve wear also is very hard to detect since it doesn’t occur in the same place or evenly, happens slowly over time and there isn’t a device to measure or predict it. And, when rotary airlocks wear out, the air that we don’t want to leak out of the valve does, causing the velocities in the convey lines to drop, which causes plugging.
| What’s Happening? Conveying rate in your system has dropped Frequency of convey lines plugging Blower pressure is “bouncing” Metering rate has dropped Airlock squeaking/barking |
Why It’s Happening? Rotary valve wear Rotary valve wear Rotary valve wear Product build-up in rotor pockets Product build-up on airlock bore/housing |
Begin Troubleshooting at the Rotary Airlock
Need help troubleshooting your pneumatic conveying system or a rotary airlock replacement? Contact Magnum Systems. We’ve manufactured pneumatic conveying systems for more than 50 years. Our experienced team is available to perform discovery on your system and help provide solutions that keep your line moving.