
hustle domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Notice: Function _load_textdomain_just_in_time was called incorrectly. Translation loading for the rocket domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Notice: Function _load_textdomain_just_in_time was called incorrectly. Translation loading for the wordpress-seo domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
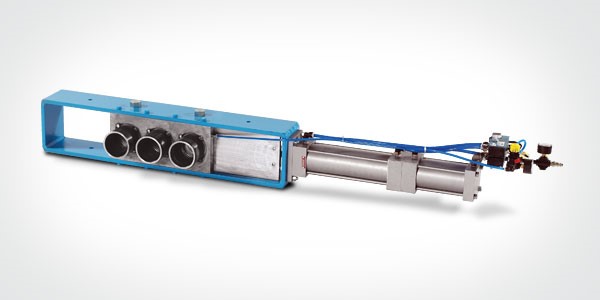
Magnum Systems Slide Diverter Valve (SDV) is for use in pneumatic conveying of dry materials, wherever the flow of product must change from one line to another.
The simplest, most reliable and successful airtight diverter valve is a manually-operated hose station. Magnum Systems 2-way and 3-way SDV’s are an adaptation of the hose station principle to an automatically-operated valve, by use of a unique sealing method. Flow is straight through connecting lines, avoiding abrasive wear that occurs in most valve designs, at the point where the direction of material is abruptly changed. In Magnums SDV design, the flexible metal or rubber hose attached to the inlet port is re-positioned to effect a smooth change in direction and can be replaced readily when wear does occur; and if the product is extremely abrasive, abrasion-resistant hose can be used.
Principal of Operation:
Regulated compressed air is applied to the bottom of the exclusive (patented) air-energized sealing rings to force them up against the move-able slide. This forms an airtight seal between the inlet port and either of the two or three outlet ports.
Versatility of Use:
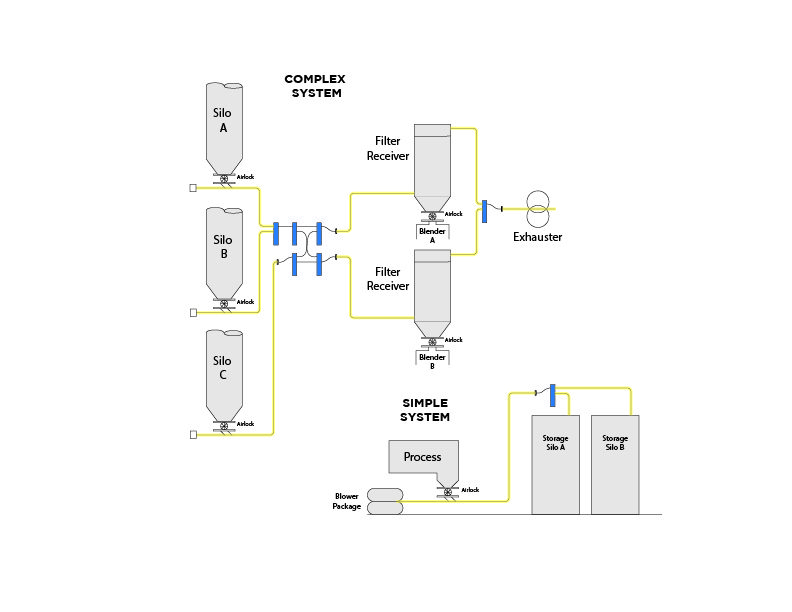 Magnum Systems slide diverter valves are bi-directional and will divert or converge product in pressure and vacuum conveying systems including dense phase. The valve is built to handle pellets, powders and granules – any product that can be conveyed pneumatically. It can be used in any position; directly mounted by use of mounting holes, or indirectly through support of the conveying line it connects with.
Magnum Systems slide diverter valves are bi-directional and will divert or converge product in pressure and vacuum conveying systems including dense phase. The valve is built to handle pellets, powders and granules – any product that can be conveyed pneumatically. It can be used in any position; directly mounted by use of mounting holes, or indirectly through support of the conveying line it connects with.
Offered in two max pressure designs; one is for dilute phase conveying systems and is good for pressures up to 15 psig or 15 Hg. The second is for dense phase systems and is good for pressures up to 100psig. Magnum Systems also offers a Hi-Temp option for the dilute phase valve only. The standard dilute phase valve with withstand maximum temperatures up to 185°F continuous (200°F intermittent) but must utilize metal hose. Dilute phase valves with the Hi-Temp option will withstand product temperatures up to 400°F continuous (450° intermittent) and must utilize metal hose.
Limitless in Vacuum Conveying
There is no limit to the vacuum at which the valve will operate successfully. In contrast, tongue or flapper type diverter valves lose efficiency in vacuum systems, because the vacuum tends to unseat the tongue or flapper.
Efficient Design
 Valve setting is selected by a two or three-position air cylinder having a stroke equal to the center-to-center distance between the outlet positions of the diverter valve. Solenoid valves are piped to the air cylinder operator so that when the solenoid valve is energized, the air cylinder moves to the limit of its stroke.
Valve setting is selected by a two or three-position air cylinder having a stroke equal to the center-to-center distance between the outlet positions of the diverter valve. Solenoid valves are piped to the air cylinder operator so that when the solenoid valve is energized, the air cylinder moves to the limit of its stroke.
The air energized sealing ring around the selected outlet port is forced up against the movable slide by the same air source used to operate the air cylinder and forms an airtight seal between the selected port and the inlet port. The air-energized sealing rings consume no air; the compressed air is utilized as a spring pushing up on the bottom of the sealing ring, forcing the sealing ring into airtight contact with the slide.
The outlet port(s) not in use is blocked by the slide and with its sealing ring will maintain an airtight seal between unused port(s) and slide. In a vacuum system, the seal between the unused port(s) and the movable plate will become tighter as the conveying rate increases. Although it is possible to switch (divert) the valve during conveying, it is recommended that it be done when flow is stopped. Switching while handling a powdered or dusty product under pressure conditions will cause a puff of dust to rise; this is because for a fraction of a second the inlet opening on the moving slide is not centered over a sealing ring. The puff of dust will not be emitted when the valve is diverted under vacuum conditions or when convening is not in progress.
The diverting mechanism is the 2-way and 3-way slide diverter is encased in a ½” welded plate body. The valve is offered with an air cylinder operator; it is not available with manual or motor operator. Magnum Systems SDV is manufactured standard in carbon steel and is also offered in stainless steel for food service. It can be modified to an explosion-proof design.
Related Post
Customized Nuisance Dust Collection and Control in Pneumatic Conveying Systems
11 Pneumatic System Considerations for the Chemical Industry
Choosing the Right Bulk Bag Filling Equipment in the Chemical Industry
Using Robotics to Overcome Manual Palletizing System Challenges