
hustle domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Notice: Function _load_textdomain_just_in_time was called incorrectly. Translation loading for the rocket domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Notice: Function _load_textdomain_just_in_time was called incorrectly. Translation loading for the wordpress-seo domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /wordpress/wp-includes/functions.php on line 6114
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23
Warning: count(): Parameter must be an array or an object that implements Countable in /www/wp-content/plugins/wpo/inc/propaganda3/wpo/MetaBase.php on line 23

Pneumatic conveying is a simple concept. How do I transfer product from point A to point B? Though it’s simple, trouble shooting them can sometimes seem like a daunting task. We will attempt to break down the four main areas of any conveying system: what factors indicate a problem and what to check for. The four pieces to every pneumatic conveying system are; a blower package, a convey line, a filter receiver/bin vent and a rotary airlock valve. Common issues are product build up in convey lines or airlock valve, erratic feed rates, wear on elbows and or airlocks, and increasing frequency of lines plugging up.
Blower Packages:
Blower packages represent about 1% of the problems in the field (as long as they are sized properly). In reality, if a blower package runs for the first week of installation it will usually run for the next twenty years if it’s properly maintained. They are the “workhorse” of pneumatic conveying systems. Sure belts will glaze and break from time to time but your speeds should never change and pressure relief valves should never open. When troubleshooting, a change in pressure will be the first indicator there is something off in your conveying system. Historical pressure data on the blower package should be the first place you check in your control system, this will be your best indicator of what is going on inside your conveying system. Refer to the chart below to see what indicators reveal certain problems.
| Indicator | Issue |
| Lower pressure than normal | Possible feed problems |
| Higher pressure than normal | Build-up in convey lines |
| Pressure is bouncing up and down | Erratic feed rate /worn out airlock |
| PRV popping off or High pressure shut down from controls | Plugged convey lines |
Convey Lines:
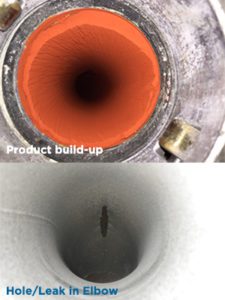
The next point you want to consider when troubleshooting is your convey lines. They represent about 5% of the problems in the field. The two main issues in convey lines are product wear and line build up. The main wear point in convey lines are the elbows, (also referred to as sweeps). Holes can develop causing a leak when handling abrasive products. When a hole develops in an elbow it can start off very small, roughly the size of a pen head, and slowly increase in size. Once this happens you will begin to see product escaping from the system. Wear of an elbow can happen in both vacuum and pressure conveying systems. It typically happens near the end of the transfer system, where convey velocities are highest. The second issue in convey lines will be the line plugging due to product build up. Your first indication will be operating pressures are higher than normal. You can also physically inspect your conveying lines and literally “feel” what is going on inside. If you walk up to it you should be able to hear and feel that there is material being transferred, if not you most likely have a plug in your line.
| Indicator | Issue |
| Higher Pressure than normal | Product build-up/Plugged convey lines |
| Can’t feel product being transferred in lines | Product build-up/Plugged convey lines |
| Material escaping from lines | Leak in line couplings or elbow has a hole |
Filter Receivers and Bin Vents:

Filter receivers and bin vents represent another ~5% of problems in field. Commonly mistaken for “dust collectors” (which they are not) they can typically operate 15 PSIG/15” Hg for round style and 40” H2O for Square style. Their main purpose is to separate product and the air. Typical issues are dirty filter bags/cartridges or failed solenoids/diaphragms. If you were to open the access door and inspect the bags and they seem “dirty” as shown here but your differential pressure is steady, the filter is operating properly. It’s when the pressure is changing that you may have a plugged filter and bags need to be cleaned or replaced. When troubleshooting, the best source of information is going to be the timer board. The timer board has many functions:
When inspecting filter bags remember to check, clean and or replace the filter instrument media so you have a good signal to the timer board of differential pressure. This item is often overlooked when maintaining your filter and is a key component for getting the best data from your controls.
The other indicator in your filters/bin vents are the solenoids and diaphragm valves. When the filter pulses for cleaning, each pulse should be a crisp “bark” and sound should be the same. If the pulses sound different you most likely have a bad solenoid or diaphragm column and need to replace them.
| Indicator | Issue |
| Differential pressure in filters is fluctuating | Bags need to be cleaned or replaced |
| Inconsistent filter pulses | Bad solenoid or diaphragm |
| No differential pressure indication (display should peak when a pulse happens) | Filter instrument media is plugged or installed incorrectly |
Rotary Airlocks:

If you’re tracking with me we still have about 89% to fill in our typical problem barometer. This remaining portion can most likely be attributed to rotary airlocks. Airlocks are a very precision device often put into a rough environment. Depending on the manufacture of the rotary airlock they have different tolerances. In Magnum Systems case, non-high temp rotary valves leave our facility with a tolerance factor of 0.004-0.006 inches, a valve is considered “worn-out” when tolerance between housing and rotor reaches 0.015 inches. Wear on a rotary valve occurs slowly and is all internal which makes it difficult to detect. There is no device to measure or predict wear. Valve wear does not occur evenly or in the same spots. Airlocks are also susceptible to product build up just like convey lines. If you have a moist or sticky product the rotary valve will be an inspection point, material will build-up in the rotor pockets or on the bore (interior housing). Below are the indications and issues associated with them.
| Indicator | Issue |
| Conveying rate in your system has dropped | Rotary Valve Wear |
| Frequency of convey lines plugging | |
| Blower Pressure is “bouncing” | |
| Metering Rate has dropped | Product Build-up in Rotor pockets |
| Airlock squeaking/barking | Product build-up on airlock bore/housing |
The Take Away
Remember there are four main components in your system that could be the cause of your conveying issues; blower package, convey lines, filter receivers/bin vents and airlocks. Each piece can reveal your potential issues but the best place to start is with the airlock.
Need help troubleshooting your system? Need to replace your airlock? Want to replace your entire pneumatic transfer system? Contact Us! Magnum Systems has manufactured pneumatic conveying systems for more than 50 years. Our experienced team members are happy to help trouble shoot your system issues and help provide a solution to keep your line moving.
Related Post
Customized Nuisance Dust Collection and Control in Pneumatic Conveying Systems
11 Pneumatic System Considerations for the Chemical Industry
Choosing the Right Bulk Bag Filling Equipment in the Chemical Industry
Using Robotics to Overcome Manual Palletizing System Challenges